


Carbide Rod Mat Coolant Lach

![]() Carbide Staangen mat engem Coolant Kanal
Carbide Staangen mat engem Coolant Kanal
Dëse Leer ass speziell fir e puer CNC Blades oder Bueraarbechten déi Kanal fir Killmëttel brauch fir d'erhéite Hëtzt wärend der Héichgeschwindegkeet ze schneiden oder ze boren. Standard Spezifizéierung an Toleranz Tabelle w.e.g. Referenz hei ënnen.
| Aussen- D (mm) | OD Tol. (Mm) | Bannenhole d (mm) | ID Zuel. (Mm) | Loch Zentraldivatioun Wäert α | Längt (mm) | L Zoll. (Mm) |
| 3.0 | +0,50/+0,30 | 0,5 | ± 0,10 | 0,10 | 330 | +1,5 |
| 4.0 | +0,50/+0,30 | 0,8 | ± 0,10 | 0,10 | 330 | +1,5 |
| 5.0 | +0,50/+0,30 | 0,8 | ± 0,10 | 0.13 | 330 | +1,5 |
| 6.0 | +0,50/+0,30 | 1.0 | ± 0,15 | 0,15 | 330 | +1,5 |
| 7.0 | +0,60/+0,30 | 1.0 | ± 0,15 | 0,15 | 330 | +1,5 |
| 8.0 | +0,60/+0,30 | 1.0 | ± 0,15 | 0,15 | 330 | +1,5 |
| 9.0 | +0,60/+0,30 | 1.4 | ± 0,15 | 0,20 | 330 | +1,5 |
| 10.0 | +0,60/+0,30 | 1.4 | ± 0,15 | 0,20 | 330 | +1,5 |
| 11.0 | +0,60/+0,30 | 1.4 | ± 0,15 | 0,28 | 330 | +1,5 |
| 12.0 | +0,60/+0,30 | 1.8 | ± 0,15 | 0,30 | 330 | +1,5 |
| 13.0 | +0,70/+0,30 | 1.8 | ± 0,15 | 0.34 | 330 | +1,5 |
| 14.0 | +0,70/+0,30 | 1.8 | ± 0,15 | 0,37 | 330 | +1,5 |
| 15.0 | +0,70/+0,30 | 2.0 | ± 0,20 | 0,40 | 330 | +1,5 |
| 16.0 | +0,70/+0,30 | 2.0 | ± 0,20 | 0,40 | 330 | +1,5 |
| 17.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 0.47 | 330 | +1,5 |
| 18.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 0,50 | 330 | +1,5 |
| 19.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 0,50 | 330 | +1,5 |
| 20.0 | +0,80/+0,30 | 2.5 | ± 0,25 | 0,50 | 330 | +1,5 |
| 21.0 | +0,80/+0,30 | 2.5 | ± 0,25 | 0,50 | 330 | +1,5 |
| 22.0 | +0,80/+0,30 | 2.5 | ± 0,25 | 0,50 | 330 | +1,5 |
| 23.0 | +0,80/+0,30 | 3.0 | ± 0,25 | 0,50 | 330 | +1,5 |
| 24.0 | +0,80/+0,30 | 3.0 | ± 0,25 | 0,50 | 330 | +1,5 |
| 25.0 | +0,80/+0,30 | 3.0 | ± 0,25 | 0,50 | 330 | +1,5 |
| 26.0 | +0,80/+0,30 | 3.0 | ± 0,25 | 0,50 | 330 | +1,5 |
| 27.0 | +0,80/+0,30 | 3.0 | ± 0,25 | 0,50 | 330 | +1,5 |
| 28.0 | +0,80/+0,30 | 3.0 | ± 0,25 | 0,50 | 330 | +1,5 |
| 29.0 | +0,80/+0,30 | 3.0 | ± 0,25 | 0,50 | 330 | +1,5 |
| 30.0 | +0,80/+0,30 | 3.0 | ± 0,25 | 0,50 | 330 | +1,5 |
![]() Carbide Rod mat zwee riicht Lächer
Carbide Rod mat zwee riicht Lächer
Dëse Leer ass besonnesch fir e puer CNC Blades oder Bohrungen déi Kanal fir Killmëttel brauchen fir d'erhéite Hëtzt wärend der Héichgeschwindegkeet ze schneiden oder ze boren. Standard Spezifizéierung an Toleranz Tabelle w.e.g. Referenz hei ënnen.
Standard Terrain
| Ausserhalb Dia. Ø (mm) | OD Tol. (mm) | Innere d (mm) | ID Zuel. (Mm) | D'Distanz tëscht Halt | Loch Zentraldivatioun Wäert α | L mm | Tol. (mm) | |
| mm | Tol. (mm) | |||||||
| 6.0 | +0,50/+0,30 | 0,8 | ± 0,10 | 1.5 | ﹢ 0/-0.20 | 0,15 | 330 | +1,5 |
| 7.0 | +0,60/+0,30 | 0,8 | ± 0,10 | 1.5 | ﹢ 0/-0.20 | 0,15 | 330 | +1,5 |
| 8.0 | +0,60/+0,30 | 1.0 | ± 0,15 | 1.5 | ﹢ 0/-0.30 | 0,15 | 330 | +1,5 |
| 9.0 | +0,60/+0,30 | 1.0 | ± 0,15 | 2.6 | ﹢ 0/-0.30 | 0,20 | 330 | +1,5 |
| 10.0 | +0,60/+0,30 | 1.0 | ± 0,15 | 2.6 | ﹢ 0/-0.30 | 0,20 | 330 | +1,5 |
| 11.0 | +0,60/+0,30 | 1.2 | ± 0,15 | 3.6 | ﹢ 0/-0.30 | 0,28 | 330 | +1,5 |
| 12.0 | +0,60/+0,30 | 1.2 | ± 0,15 | 3.6 | ﹢ 0/-0.30 | 0,30 | 330 | +1,5 |
| 13.0 | +0,70/+0,30 | 1.2 | ± 0,15 | 3.6 | ﹢ 0/-0.30 | 0.34 | 330 | +1,5 |
| 14.0 | +0,70/+0,30 | 1.5 | ± 0,15 | 5.0 | ﹢ 0/-0.30 | 0,37 | 330 | +1,5 |
| 15.0 | +0,70/+0,30 | 1.5 | ± 0,15 | 5.0 | ﹢ 0/-0.30 | 0,40 | 330 | +1,5 |
| 16.0 | +0,70/+0,30 | 1.5 | ± 0,15 | 5.0 | ﹢ 0/-0.30 | 0,40 | 330 | +1,5 |
| 17.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 6.2 | ﹢ 0/-0.30 | 0.47 | 330 | +1,5 |
| 18.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 6.2 | ﹢ 0/-0.30 | 0,50 | 330 | +1,5 |
| 19.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 6.2 | ﹢ 0/-0.30 | 0,50 | 330 | +1,5 |
| 20.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 6.2 | ﹢ 0/-0.40 | 0,50 | 330 | +1,5 |
| 21.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 6.2 | ﹢ 0/-0.40 | 0,50 | 330 | +1,5 |
| 22.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 6.2 | ﹢ 0/-0.40 | 0,50 | 330 | +1,5 |
| 23.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 7.5 | ﹢ 0/-0.40 | 0,50 | 330 | +1,5 |
| 24.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 7.5 | ﹢ 0/-0.50 | 0,50 | 330 | +1,5 |
| 25.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 7.5 | ﹢ 0/-0.50 | 0,50 | 330 | +1,5 |
| 26.0 | +0,80/+0,30 | 2.0 | ± 0,20 | 7.5 | ﹢ 0/-0.50 | 0,50 | 330 | +1,5 |
![]() Carbide Rod mat zwee Helical Lächer
Carbide Rod mat zwee Helical Lächer
Killmëttel Lach an der Aart helical Form ass eng nei aus eiser Produktserie, drënner ass d'Gréisst Detail.
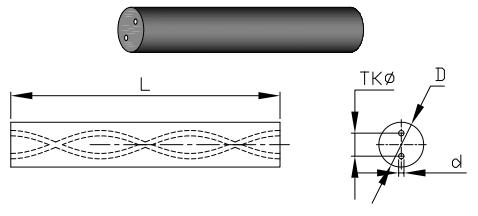
| D (mm) | D tol. | TK | Tk tol | Lach | Lach tol. | Pitch | L+1.0 |
| 3.3 | +0,7 | 1.60 | ± 0,10 | 0,40 | ± 0,10 | 16.32 | 310/330 |
| 3.8 | +0,7 | 1.80 | ± 0,10 | 0,50 | ± 0,10 | 19.04 | 310/330 |
| 4.3 | +0,7 | 2.10 | ± 0,10 | 0.60 | ± 0,10 | 21,77 | 310/330 |
| 4.8 | +0,7 | 2.25 | ± 0,15 | 0,70 | ± 0,10 | 24.49 | 310/330 |
| 5.3 | +0,7 | 2.40 | ± 0,20 | 0,70 | ± 0,10 | 27.21 | 310/330 |
| 5.8 | +0,7 | 2.40 | ± 0,20 | 0,70 | ± 0,10 | 29.93 | 310/330 |
| 6.3 | +0,7 | 2.40 | ± 0,20 | 0,70 | ± 0,10 | 32,65 | 310/330 |
| 6.8 | +0,7 | 3.30 | ± 0,20 | 1.00 | ± 0,15 | 35.37 | 310/330 |
| 7.3 | +0,7 | 3.50 | ± 0,20 | 1.00 | ± 0,15 | 38.09 | 310/330 |
| 7.8 | +0,7 | 3.80 | ± 0,20 | 1.00 | ± 0,15 | 40.81 | 310/330 |
| 8.3 | +0,7 | 3.80 | ± 0,20 | 1.00 | ± 0,15 | 43.53 | 310/330 |
| 8.8 | +0,7 | 4.20 | ± 0,30 | 1.00 | ± 0,15 | 46,25 | 310/330 |
| 9.3 | +0,7 | 4,50 | ± 0,30 | 1.40 | ± 0,15 | 48,97 | 310/330 |
| 9.8 | +0,7 | 4,50 | ± 0,30 | 1.40 | ± 0,15 | 51,69 | 310/330 |
| 10.3 | +0,7 | 4,50 | ± 0,30 | 1.40 | ± 0,15 | 54,41 | 310/330 |
| 10.8 | +0,7 | 4,50 | ± 0,30 | 1.40 | ± 0,15 | 57,13 | 310/330 |
| 11.3 | +0,7 | 4.90 | ± 0,40 | 1.40 | ± 0,15 | 59,86 | 310/330 |
| 11.8 | +0,7 | 5.40 | ± 0,40 | 1.40 | ± 0,15 | 62,58 | 310/330 |
| 12.3 | +0,7 | 5.85 | ± 0,40 | 1.40 | ± 0,15 | 65.3 | 310/330 |
| 12.8 | +0,7 | 5.85 | ± 0,40 | 1.75 | ± 0,20 | 68.02 | 310/330 |
| 13.3 | +0,8 | 6.10 | ± 0,40 | 1.75 | ± 0,20 | 70.74 | 310/330 |
| 13.8 | +0,8 | 6.40 | ± 0,40 | 1.75 | ± 0,20 | 73,46 | 310/330 |
| 14.3 | +0,8 | 6.70 | ± 0,40 | 1.75 | ± 0,20 | 76,18 | 310/330 |
| 14.8 | +0,8 | 7.00 | ± 0,40 | 1.75 | ± 0,20 | 78.9 | 310/330 |
| 15.3 | +0,8 | 7.30 | ± 0,40 | 1.75 | ± 0,20 | 81,62 | 310/330 |
| 15.8 | +0,8 | 7.60 | ± 0,40 | 1.75 | ± 0,20 | 84,34 | 310/330 |
| 16.3 | +0,8 | 7.90 | ± 0,40 | 1.75 | ± 0,20 | 87.06 | 310/330 |
| 16.8 | +0,8 | 8.20 | ± 0,40 | 1.75 | ± 0,20 | 89,78 | 310/330 |
| 17.3 | +0,8 | 8.50 | ± 0,40 | 1.75 | ± 0,20 | 92.5 | 310/330 |
| 17.8 | +0,8 | 8,80 | ± 0,40 | 1.75 | ± 0,20 | 95,22 | 310/330 |
| 18.8 | +0,8 | 9.35 | ± 0,40 | 2.00 | ± 0,25 | 100,67 | 310/330 |
| 19.3 | +0,8 | 9.70 | ± 0,40 | 2.00 | ± 0,25 | 103,39 | 310/330 |
| 19.8 | +0,8 | 9.75 | ± 0,50 | 2.00 | ± 0,25 | 106.11 | 310/330 |
| 20.3 | +0,8 | 9.90 | ± 0,50 | 2.00 | ± 0,25 | 108,83 | 310/330 |
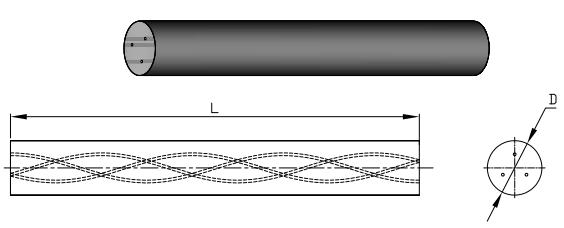
![]() Carbide Rod mat Dräi Helical Lächer
Carbide Rod mat Dräi Helical Lächer
E puer speziell präzis Ennmillen oder Bueraarbechten brauchen 3 helikal Lächer fir besser Schneideffizienz ze kréien, mir entwéckelen speziell Karbidstangblanks fir dës Uwendung. Spezifikatioune detailléiert wéi hei ënnen:
| Aussen D. (mm) |
OD Tol. (mm) |
TK (mm) |
Distanz Tol. (mm) |
Innere Dia. (mm) |
ID (mm) |
Pitch (mm) |
Pech Tol. (mm) |
|
| 6 | 1.0/0.6 | 2.75 | -0.4 | 0,7 | ± 0,10 | 32.7 | -0.7 | 0.62 |
| 8 | 1,4/0,7 | 3 | -0.4 | 1 | ± 0,15 | 43.53 | -0.86 | 0,89 |
| 10 | 1,4/0,7 | 5 | -0.6 | 1.4 | ± 0,15 | 54,41 | -1.08 | 1.12 |
| 12 | 1,4/0,7 | 6 | -0.6 | 1.4 | ± 0,15 | 65.3 | -1.3 | 1.33 |
| 14 | ﹢ 1.5/﹢ 0.7 | 7 | -0.8 | 1.75 | ± 0,20 | 76,18 | -1,51 | 1.56 |
| 16 | 1,6/0,7 | 8 | -0.8 | 1.75 | ± 0,20 | 87.06 | -1.73 | 1,78 |
| 18 | 1,7/0,7 | 9.55 | -0.8 | 2 | ± 0,25 | 97,95 | -1,95 | 2.00 |
| 20 | 1,7/0,7 | 10 | -1 | 2 | ± 0,25 | 108,83 | -2,16 | 2.22 |
| Längt: 330+0/+1,5 mm | ||||||||